全國免費服務熱線400-961-1193
 雙工位自動打螺絲機吹氣式伺服電批_多頭雙平臺帶下料全自動鎖螺絲機手持式
雙工位自動打螺絲機吹氣式伺服電批_多頭雙平臺帶下料全自動鎖螺絲機手持式 吸附式自動送釘機自動擰螺母打螺絲機器人上螺絲設備
吸附式自動送釘機自動擰螺母打螺絲機器人上螺絲設備 十工位錫膏回溫機_定時自動回溫機_軟化機錫膏計時機_SMT設備廠家
十工位錫膏回溫機_定時自動回溫機_軟化機錫膏計時機_SMT設備廠家 錫膏回溫機_智能錫膏回溫箱_紅膠銀膠解凍機_可報警帶打印功能回溫機
錫膏回溫機_智能錫膏回溫箱_紅膠銀膠解凍機_可報警帶打印功能回溫機 普思高精密點膠機_全自動平臺式智能灌膠機_打膠機熱熔膠AB膠點膠機
普思高精密點膠機_全自動平臺式智能灌膠機_打膠機熱熔膠AB膠點膠機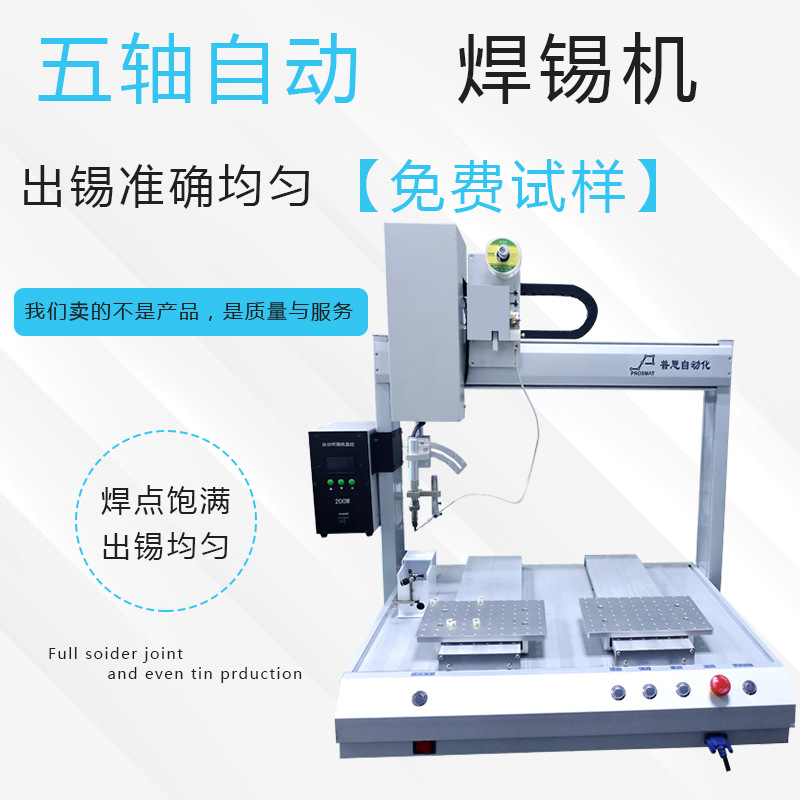 普思五軸自動焊錫機_USB接口高效穩定焊錫設備_360度旋轉全自動焊錫機
普思五軸自動焊錫機_USB接口高效穩定焊錫設備_360度旋轉全自動焊錫機 自動鎖螺絲機_MOS管散熱片自動組裝打螺絲機_落地式背靠背鎖螺絲機f非標定制
自動鎖螺絲機_MOS管散熱片自動組裝打螺絲機_落地式背靠背鎖螺絲機f非標定制 自動鎖螺絲機全自動打螺絲機多軸落地式擰螺絲機器人設備定制廠家
自動鎖螺絲機全自動打螺絲機多軸落地式擰螺絲機器人設備定制廠家 全自動落地式機米螺絲機_高效穩定智能鎖附_多軸可自動下料鎖螺絲機
全自動落地式機米螺絲機_高效穩定智能鎖附_多軸可自動下料鎖螺絲機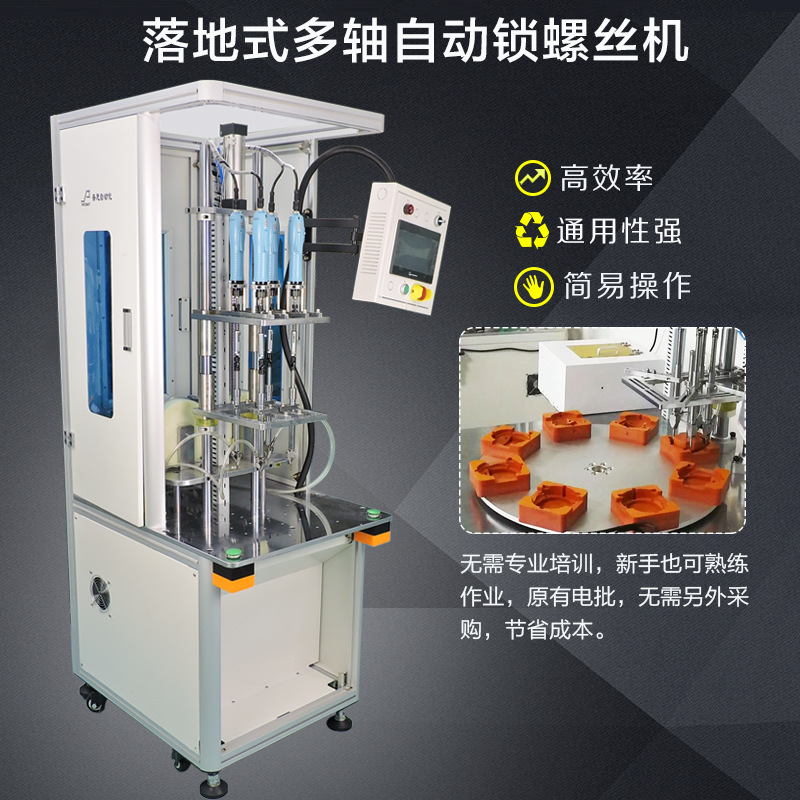 全自動螺絲機落地式多軸吹氣式鎖機米螺絲機_自動打螺絲機非標定制
全自動螺絲機落地式多軸吹氣式鎖機米螺絲機_自動打螺絲機非標定制
深圳市普思自動化科技有限公司
聯系人:葉先生
手機:13510658989
電話:0755-29742495
傳真:0755-29917523
郵箱:samye@126.com
地址:深圳市寶安區沙井街道新和大道東盈工業園C1-4棟2樓
自動焊錫機的廣泛應用讓很多企業都嘗到了甜頭,但是很多企業把價值幾萬甚至幾十萬的自動焊錫設備買回去之后,不知道如何根據產品特性選擇焊錫方式,所以今天小編就和普思自動化科技的技術員一起陪大家捋一捋普思自動焊錫機(包括單頭自動焊錫機、雙頭自動焊錫機)的焊錫方法。
壓焊是典型的固相焊接方法,主要是焊點測試要求拉力,且焊點分布較均勻,沒有插件的產品,可以使用壓焊,若用波峰焊或者回爐焊對于有拉力要求的產品最好是使用自動焊錫機焊錫,這樣對于有拉力要求的客戶是比較有保障的,自動焊錫機壓焊壓焊無需加焊接材料,易實現自動控制,生產率高。
拖焊主要是焊點分布均勻且焊點間距大于0.1mm ,此類產品需要固定插件,如果兩個焊點直接的間距少于0.1mm,不需要固定插件的,若使用拖焊會導致產品連錫的問題,這類產品使用波峰焊或者回爐焊速度最快。自動焊錫機拖焊的好處就是可以節省時間,提高效率。
點焊是焊件裝配成搭接接頭,并壓緊在兩電極之間,利用電阻熱熔化母材金屬,形成焊點的電阻焊方法,點焊主要用于厚度4mm 以下的薄板構件沖壓件焊接,使用點焊的產品主要是焊點分布不均勻或者焊點要求的飽滿度高,還有另外一種情況產品的焊點分布均勻,但是插件需要固定,就需將其中的一個點固定好再用焊錫,這種情況使用點焊效率高。使用點焊的產品較多,因為很多產品的焊點分布都不均,而且對鍍錫都有不一樣的要求。
希望上面的內容能夠幫到不知道怎么根據產品特性選擇焊錫方法的朋友們,如果有任何關于普思雙頭自動焊錫機和單頭全自動焊錫機的疑問,歡迎大家隨時咨詢哦~
轉此文,請尊重原創作者:www.meisite.com.cn
地 址:深圳市寶安區沙井街道新和大道東盈工業園C1-4棟2樓
電 話:0755-29742495 傳真:0755-29917523
E-mail:samye@126.com
粵ICP備15033748號
 微信二維碼
微信二維碼



