全國免費服務熱線400-961-1193
 雙工位自動打螺絲機吹氣式伺服電批_多頭雙平臺帶下料全自動鎖螺絲機手持式
雙工位自動打螺絲機吹氣式伺服電批_多頭雙平臺帶下料全自動鎖螺絲機手持式 吸附式自動送釘機自動擰螺母打螺絲機器人上螺絲設備
吸附式自動送釘機自動擰螺母打螺絲機器人上螺絲設備 十工位錫膏回溫機_定時自動回溫機_軟化機錫膏計時機_SMT設備廠家
十工位錫膏回溫機_定時自動回溫機_軟化機錫膏計時機_SMT設備廠家 錫膏回溫機_智能錫膏回溫箱_紅膠銀膠解凍機_可報警帶打印功能回溫機
錫膏回溫機_智能錫膏回溫箱_紅膠銀膠解凍機_可報警帶打印功能回溫機 普思高精密點膠機_全自動平臺式智能灌膠機_打膠機熱熔膠AB膠點膠機
普思高精密點膠機_全自動平臺式智能灌膠機_打膠機熱熔膠AB膠點膠機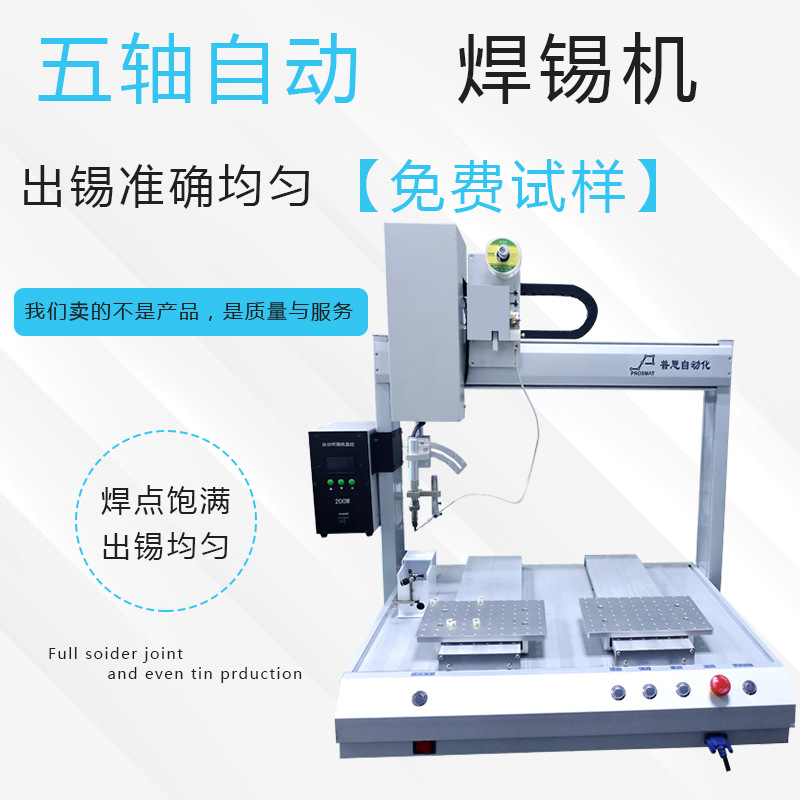 普思五軸自動焊錫機_USB接口高效穩定焊錫設備_360度旋轉全自動焊錫機
普思五軸自動焊錫機_USB接口高效穩定焊錫設備_360度旋轉全自動焊錫機 自動鎖螺絲機_MOS管散熱片自動組裝打螺絲機_落地式背靠背鎖螺絲機f非標定制
自動鎖螺絲機_MOS管散熱片自動組裝打螺絲機_落地式背靠背鎖螺絲機f非標定制 自動鎖螺絲機全自動打螺絲機多軸落地式擰螺絲機器人設備定制廠家
自動鎖螺絲機全自動打螺絲機多軸落地式擰螺絲機器人設備定制廠家 全自動落地式機米螺絲機_高效穩定智能鎖附_多軸可自動下料鎖螺絲機
全自動落地式機米螺絲機_高效穩定智能鎖附_多軸可自動下料鎖螺絲機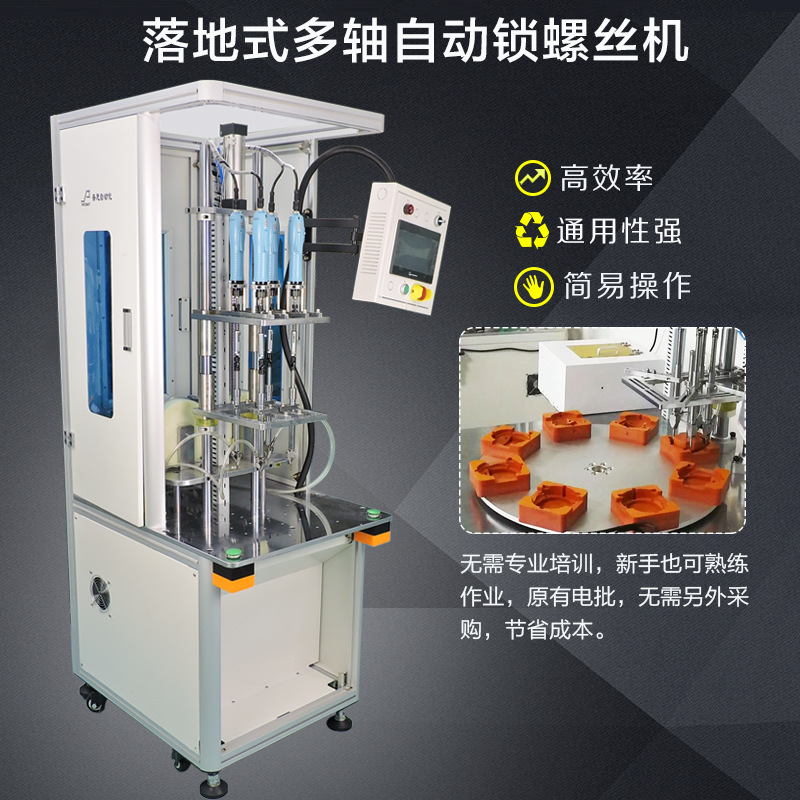 全自動螺絲機落地式多軸吹氣式鎖機米螺絲機_自動打螺絲機非標定制
全自動螺絲機落地式多軸吹氣式鎖機米螺絲機_自動打螺絲機非標定制
深圳市普思自動化科技有限公司
聯系人:葉先生
手機:13510658989
電話:0755-29742495
傳真:0755-29917523
郵箱:samye@126.com
地址:深圳市寶安區沙井街道新和大道東盈工業園C1-4棟2樓
使用自動點膠機的注意事項,使用中會有工藝缺陷:不合格的膠點大小、針頭大小、針頭與PCB板的距離、膠水溫度、膠水粘度、拉絲、浸膠墊、固化強度不容易 脫落等。 要解決這些問題,應從整體上研究各種技術工藝參數,從而找到解決問題的方法。
1、點膠量的大小
根據工作經驗,膠點直徑大小應為焊盤間距的一半,貼片后膠點直徑應為膠點直徑的1.5倍。 這樣就可以保證有足夠的膠水來粘合元件,避免過多的膠水浸漬焊盤。 點膠量由螺桿泵的旋轉時間決定。 在實際應用中,應根據生產情況(室溫、膠水粘度等)來選擇泵的旋轉時間。

地 址:深圳市寶安區沙井街道新和大道東盈工業園C1-4棟2樓
電 話:0755-29742495 傳真:0755-29917523
E-mail:samye@126.com
粵ICP備15033748號
 微信二維碼
微信二維碼



